
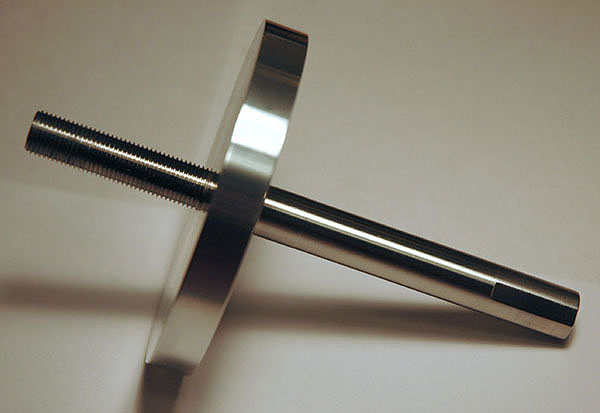
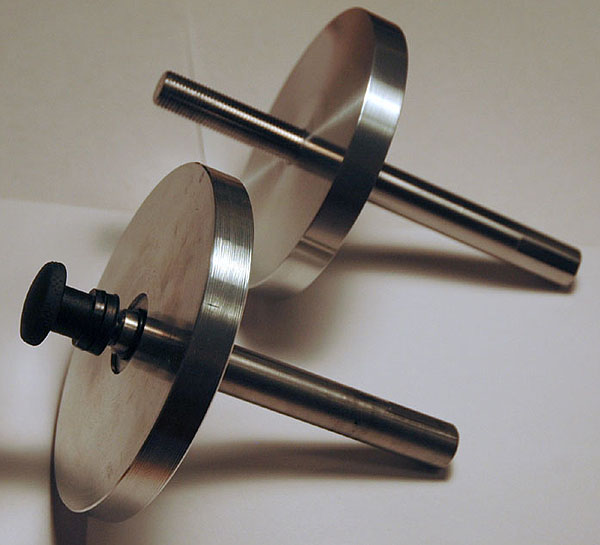
As I wrote about in my New Spindle Design post, I have designed what I think is a better Spindle and Platen for my Omni faceting machine. And it’s just arrived today!
I’ll write more later, but here are a couple of pics to compare with my original (modified) Omni Spindle and Platen.
I haven’t tested the vertical runout myself yet, but from the guy who machined it:
o.d runout : .0002 face runout: .0004
Compare that to my 0.007″ current runout! The new one has 17.5x less hop than the original!
-Allan
Good day, nice spindle!
I’m in the works of building my own faceting machine and struggling with the spindle. Si eventually I came on this blog:).
What I want to ask is if the spindle pictured above is in one piece machined on a lathe? And the dimensions. Or is the 4 inch disk slided on the rod? And in fact a second piece of this assembly? And how thick is this disc?
Greetz from The Netherlands! Jef
Hi Jef – it’s been a while since I’ve sold the base and my memory is a bit fuzzy. But I believe it was a stainless steel post, threaded about 3″ above the platen with an aluminum disk press-fit to it. If I recall correctly there was a little ledge on the post that the disk was press-fit against. It was then machined to tolerance.
The threaded part was too long, but I liked it that way – I used a Graves slip-nut which made it quite quick and easy. If I were to re-do it, I’d probably shorten the threaded bit to about 1.5″/3.75 cm.
The platen portion was 4″ in diameter, which is overkill and counter-productive as it provides too wide an area for the lap to lay on, which meant that it was prone to slipping unless the lap nut was tightened quite a bit. I’d probably go with no more than 2.5″/6.25 cm diameter for the platen. Mind you the 4″ was quite a bit better than the original 5.5″ or so that I had cut down to 4″ because of the slipping issue. I didn’t measure the thickness but eyeballing it I’d say it was about 0.5″/1.25 cm thick.
Good luck!
-Allan
Hi Allan,
Thanks for the feedback.
I’m gonna use 8 inch polishing disks. If I am correct there comes a support platen on top of the platen that you originally machined 4inch right?
So I want to let this spindle machined with your adviced diameter platen out of one piece from solid steel. So 2.5inch/6.25cm diameter.
And above this comes an aluminium disc with size 8inch and on top of that the polishing discs 8 inch.
We have metric here so if the top threaded part is M12 theres gonna be 0.7mm gap. So is it handy to make the thread part in my case unthreaded outside and make it 1/2 inch outside diameter so the discs sits well over it, and then machine an inner thread of lets say M6 or M8?
I have to make a few bushings then to be under the top nut then when holding down discs that may be thicker or thinner.
Thanks!
Jef
Hi Jef – my current base has a 2.5″ diameter platen on the motor spindle, with a 0.5″ shaft to mount the laps on.
I use 8″ laps also, and have no problems with this. With a 4″ or 5.5″ diameter platen, there is too much surface area so there isn’t enough contact force holding the lap on the platen. Which means the laps can when you increase the speed to quickly or under heavy load from grinding/polishing a large facet.
I don’t use a master lap between the platen and the cutting/polishing lap. I use either rechargeable copper lap with 600/1200 diamond for roughing, and some variation of the BATT laps/wings with 14,000 PCD for prepolishing and 50,000-100,000 diamond for polish. In particular I LOVE the GreenWing (which sadly isn’t being made any more except for custom requests). It’s 8″ diameter BATT with a Greenway (chrome oxide) center polishing inset. It’s the lap I use the most.
I’m not familiar with your thread designations, but for my custom spindle I had a 0.5″ shaft threaded match the Graves Quickie Nut (found on this page: http://www.gravescompany.com/Graves-Faceting-Machines.html ). It’s designed to work on 1/2-20 pitch threadings. I avoided needing bushings between the nut and the lap by having the shaft threaded all the way to the platen, though in hindsight I’d probably have it only threaded to within 1/8″ or so of the platen if I were to do it again.
Best bushing I’d get made: a set of bushings so you can mount a 6″ lapidary saw on the platen for doing precise cutting or hogging off chunks of big stones you’re faceting. It will save soooo much time!
Good luck!
-Allan
I just bought a machine, THE MACHINE. .I’m in tears! I am new to this world of faceting and my Omni-e was purchased by my loving husband used. It’s a mess of a machine. I joined your site looking for answers and have spent hours reading all the Omni info you have. I did not know how or where to write comments or ask questions on your site, so I randomly grabbed the last post and here I am. I am truly excited about learning how to make beautiful stones, but at this rate and my machine I am at the point I want to smelt it and all it’s component parts. Please HELP!
Hi there – I’m so sorry you are going through this. If there is any way you can return the machine, that’s your best option. It is not fit for use. If your husband purchased it by credit card he may have additional avenues through their customer services.
There isn’t much aside from what I’ve documented here. The best you will get is a machine that’s acceptably bad vs. a machine that works well. I spent at least the same amount as I purchased it for to have custom parts made and even now it’s still just acceptable.
The other option is just to sell it on ebay for what you can get, and put that money towards a much better made and supported machine. Reasonable options (no particular order) are Facetron, Polymetric or Ultratec. I’d avoid the Graves products because they have had exceptionally bad customer service for a number of years now. It’s a shame because the Mark V is a pretty good machine for the money. Easily better than the Omni-e and its variants.
Please feel free to send me an email at allan(at)omnifaceter.net if you have any questions. I’ll do my best to assist.
-Allan